Downflow booths are used in the pharmaceutical fine chemical and food industries for operations such as sampling grinding dispensing and filling which generate airborne particles.
Downflow containment booth.
Check out what containment booth can offer learn more.
Operator exposure levels oel of 50 100 µ gm3 without high containment screen and 10µ gm3 with high containment screen.
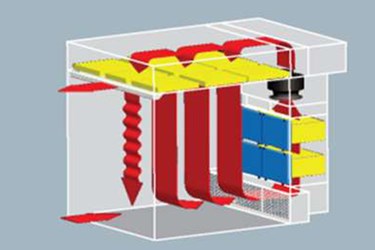
The unidirectional air entrains dust particulate released from the process away from the operator.
When you need to provide a clean contained environment for the safe handling of powders in dispensing weighing sampling or subdivision operations our pharmair booths are a highly effective option.
Recirculated hepa filtered air provides clean environment and protect operators with minimal effects to plant hvac systems.
This particulate moves with the downward flow of air and is then recaptured by a low level exhaust and passed through hepa filtration to.
These units are used to upgrade existing facilities or in new facility construction to reduce oel during bulk handling operations for applications requiring class 100 operating environments product protection and exhaust for particulate containment.
Downflow booths are used for multiple bulk handling applications.
Downflow booths used extensively in the pharmaceutical industry downflow containment booths safeguard operators and the room environment against potentially hazardous dusts generated frequently during manual powder handling operations.
When processes involve hazardous toxic or sensitizing materials and when operators adjoining areas require protection from exposure to aerosols of the process materials.
When processes involve hazardous toxic or sensitizing materials and when.
The lfi downflow booth is a self contained system providing the highest levels of operator protection from potentially harmful airborne contaminants generated during potent or non potent manual powder compound handling operations such as.
Home products and services pharmaceutical worksafe containment booths downflow booths downflow booths cre8ive80 2019 09 16t10 41 32 01 00 containment by airflow is a well proven concept taken to new levels by howorth s air engineers.
In a downflow containment booth containment is achieved by providing unidirectional hepa filtered airflow.
Downflow booth for containment applications.
Complete containment solutions based around an innovative range of downflow containment booths that bring different features and benefits to your application.